




























Extra-Heavy-Duty 4-Layer Curing Chamber
Kechuang has a professional R&D and production team of Extra-Heavy-Duty 4-Layer Curing Chamber with extensive experience and outstanding technical expertise. With a deep understanding of the production pain points and differentiated needs of the flexible packaging lamination industry, we have moved beyond the limitations of conventional curing equipment and developed the Extra-Heavy-Duty 4-Layer Curing Chamber specifically for curing large-diameter, heavy-load materials, significantly increasing the production capacity of our customers.
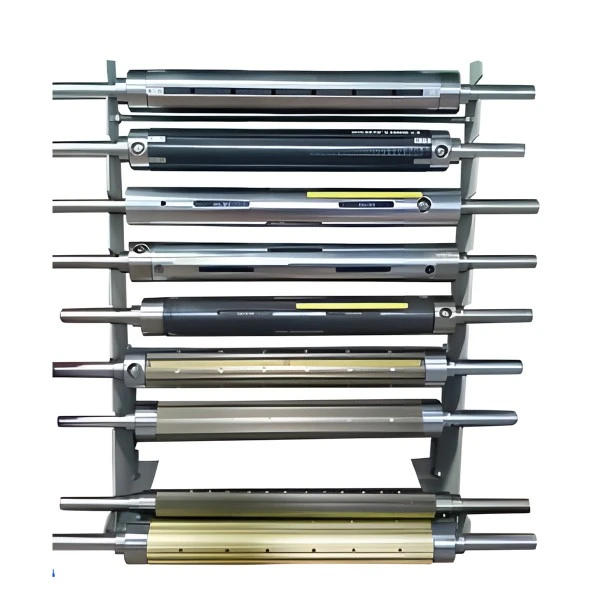
This Extra-Heavy-Duty 4-Layer Curing Chamber is specially optimized for heavy-duty material processing. It features a thickened, reinforced high-strength load-bearing frame structure, welded from 50×50mm and 50×100mm galvanized steel pipes with a spacing of 960mm, providing excellent overall load-bearing capacity. It can stably support various large-diameter, high-weight heavy materials, and the entire frame remains rigid and stable during operation – without deflection or deformation – far surpassing traditional curing equipment. The thickened load-bearing design and the scientifically arranged four-layer layout greatly improve space utilization, allowing multiple batches of materials to be cured simultaneously, thus effectively increasing production efficiency.
The chamber body is made of high-quality 50mm rock wool color steel sandwich panels, paired with an intelligent temperature control system that ensures precise temperature regulation and uniform heating, guaranteeing consistent curing results for every batch. In addition, multiple safety protection features are incorporated to eliminate operational risks, balancing high efficiency with safety.
The chamber body is made of high-quality 50mm rock wool color steel sandwich panels, paired with an intelligent temperature control system that ensures precise temperature regulation and uniform heating, guaranteeing consistent curing results for every batch. In addition, multiple safety protection features are incorporated to eliminate operational risks, balancing high efficiency with safety.
FAQ
Q: Would you like to know the complete welding process of the Extra-Heavy-Duty 4-Layer Curing Chamber?
1.Cutting: Accurately cut 50×50 and 50×100 galvanized square tubes according to the chamber drawing dimensions. Cuts are smooth and burr-free, with tight dimensional tolerances to ensure precise frame assembly.
2.Fixture positioning and assembly: Position the columns and main beams in sequence, check verticality and levelness, and ensure the frame is square with consistent diagonal dimensions, free from distortion.
3.Tack welding for temporary fixing: First, tack weld at multiple points to temporarily fix the overall frame structure, preventing heat-induced displacement and deformation during formal welding.
4.Full welding for reinforcement: All joints and connections between columns and beams are fully welded with continuous, full-fillet welds – free from cold welds, missing welds, slag inclusions, or weld lumps. The main load-bearing joints have increased weld height to enhance overall rigidity, ensuring long-term load-bearing without loosening, cracking, or deformation.
5.Post-weld straightening and shaping: After welding, check and correct the verticality and flatness of the frame, correcting any slight deformation caused by welding to ensure proper fitting of the chamber panels.
6.Grinding and finishing: Grind down weld slag, spatter, burrs, and protruding weld scars, smoothing edges and corners to avoid sharp edges that could damage the insulation panels or outer shell.
Q: What are the quality control requirements for welding?
1.No cold welds, false welds, missing welds, slag inclusions, porosity, or cracks.
2.Welds must be uniform, full, continuous with no breaks, and have high joint strength.
3.The overall frame must be square, stable, and rigid, with no shaking during operation.
4.No significant burn-through or large-area deformation of the square tubes.
5.All welded edges and corners must be ground smooth, with no sharp protrusions.
1.Cutting: Accurately cut 50×50 and 50×100 galvanized square tubes according to the chamber drawing dimensions. Cuts are smooth and burr-free, with tight dimensional tolerances to ensure precise frame assembly.
2.Fixture positioning and assembly: Position the columns and main beams in sequence, check verticality and levelness, and ensure the frame is square with consistent diagonal dimensions, free from distortion.
3.Tack welding for temporary fixing: First, tack weld at multiple points to temporarily fix the overall frame structure, preventing heat-induced displacement and deformation during formal welding.
4.Full welding for reinforcement: All joints and connections between columns and beams are fully welded with continuous, full-fillet welds – free from cold welds, missing welds, slag inclusions, or weld lumps. The main load-bearing joints have increased weld height to enhance overall rigidity, ensuring long-term load-bearing without loosening, cracking, or deformation.
5.Post-weld straightening and shaping: After welding, check and correct the verticality and flatness of the frame, correcting any slight deformation caused by welding to ensure proper fitting of the chamber panels.
6.Grinding and finishing: Grind down weld slag, spatter, burrs, and protruding weld scars, smoothing edges and corners to avoid sharp edges that could damage the insulation panels or outer shell.
Q: What are the quality control requirements for welding?
1.No cold welds, false welds, missing welds, slag inclusions, porosity, or cracks.
2.Welds must be uniform, full, continuous with no breaks, and have high joint strength.
3.The overall frame must be square, stable, and rigid, with no shaking during operation.
4.No significant burn-through or large-area deformation of the square tubes.
5.All welded edges and corners must be ground smooth, with no sharp protrusions.
Comparison Between Standard Model and Heavy-Duty Model
| Configuration | Standard Model | Heavy-Duty Model |
| Rail spacing | 650mm | 850mm |
| Exhaust system | 60W exhaust fan, 1 unit, dual-mode timer (adjustable run/stop times) | 180W exhaust fan, 1 unit, dual-mode timer (adjustable run/stop times) |
| Electrical control | Delixi low-voltage electrical components, over-temperature protection, timed exhaust, phase-loss protection, overload protection | Schneider low-voltage electrical components, over-temperature protection, timed shutdown, timed exhaust, phase-loss protection, overload protection |
| Frame steel material | 50×50mm and 50×100mm galvanized steel pipe welded, spacing 960mm | 50×50mm and 50×100mm galvanized steel pipe welded, spacing 480mm |
| Max film roll size | φ600mm, weight 200kg, width 1200mm | φ800mm, weight 400kg, width 1200mm |
| Minimum distance from roll center to floor | 550mm | 650mm |
Parameters
| Item | Specification |
| Number of layers | 4 layers |
| Total power | 19KW, 380V, three-phase five-wire |
| Power cable | National standard 3×10+2×4, must be reliably grounded |
| Heating method | Electric heating, 1 set, multi-tube mode (12 tubes total), 9KW+9KW=18KW, separate high/low temperature. Heating system placed on top of the chamber. |
| Operating temperature | 40-80°C adjustable, temperature tolerance ±2°C |
| Circulating air system | 550W centrifugal fan, 1 unit, air out from bottom, air return from top |
| Chamber insulation material | 50mm rock wool color steel sandwich panel |
| Door frame | Galvanized sheet 2.0mm |
| Door panel | Color steel sandwich panel |
| Material loading/unloading | Front in, rear out; door operation convenient |
| Rail | C-type rail |
| Dimensions | Customizable according to customer requirements |
Custom service
The Extra-Heavy-Duty 4-Layer Curing Chamber can be flexibly customized in terms of equipment parameters and structure according to customer factory dimensions, production capacity, material specifications, and other individual needs. We are ready to configure highly durable and efficient curing equipment for you. Custom orders are welcome!




Hot Tags: Extra-Heavy-Duty 4-Layer Curing Chamber
Send Inquiry
Contact Info
-
Address
No. 2555 Binhai West Avenue, Tongan District, Xiamen City, Fujian Province, China
-
Tel
-
E-mail
For inquiries about slitting machine, drying chamber curing chamber, standard curing chamber or price list, please leave your email to us and we will be in touch within 24 hours.











